Resíduo não manda aviso. Não aparece no relatório de produção, nem dispara alarme. Mesmo em equipamentos top de linha, onde não encontra esconderijos fáceis, ele pode aparecer. É fato que quando o projeto em aço inox é bem executado e com acabamento impecável, o sistema já nasce preparado para higienização com previsibilidade: drena bem, evita pontos mortos, tem superfícies que não “seguram” produto e entrega repetibilidade de ciclo.
Porém, o vilão invisível pode mudar de estratégia, se valendo de brechas operacionais que podem surgir mesmo em plantas excelentes — uma variação de produto que muda totalmente a aderência do resíduo, uma pequena queda de temperatura ou vazão que reduz a ação mecânica, uma intervenção de manutenção que altera o comportamento de uma vedação, ou uma modificação de linha feita anos depois que cria um novo ponto crítico.
É nesse ponto que o suspense começa e a ação evita dramas. A verdade é que qualidade de fabricação do equipamento não elimina a necessidade de controle e evidência. A boa notícia é que, quando CIP/SIP é bem pensado (projeto + ciclo + dados), a empresa não só reduz esse risco como encurta o tempo de limpeza — com segurança e validação mais simples.
Lembrando que CIP e SIP são siglas usadas na indústria para descrever limpeza e esterilização automatizadas por dentro dos equipamentos, sem precisar desmontar tudo.
- CIP (Clean-in-Place) é a limpeza automatizada das superfícies internas de tanques, reatores, tubulações e acessórios sem desmontagem, usando etapas controladas (enxágue, detergente, enxágues, sanitização etc.).
- SIP (Sterilize/Steam-in-Place) é a esterilização do sistema (normalmente com vapor limpo), também sem desmontagem, para reduzir carga microbiana a níveis compatíveis com processos assépticos.
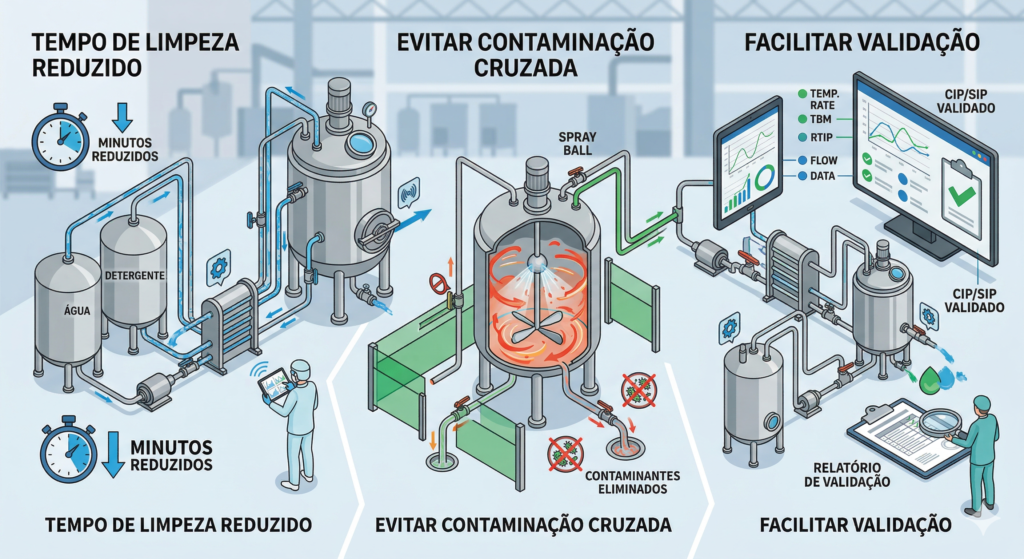
Na prática, quando CIP/SIP é bem projetado e bem operado, ajuda a diminuir o tempo de parada entre lotes, evita contaminação cruzada e facilitar comprovações e auditorias, porque a limpeza passa a ser um processo repetível e registrável.
QUANDO CIP/SIP COSTUMA FALHAR?
A resposta para essa pergunta quase sempre encontra três causas combinadas:
- Projeto pouco higiênico do equipamento e da linha (pontos de acúmulo, dreno ruim, “sombras” de spray, dead legs).
- Ciclo de limpeza configurado para o “pior caso” e usado como padrão para tudo (adotado por segurança, mas com custo alto de tempo, água, energia e químico)
- Falta de dados confiáveis e rastreáveis (ou dados que não “conversam” com os requisitos da validação).
A LÓGICA PARA REDUZIR TEMPO DE LIMPEZA: O “CÍRCULO” QUE MANDA NA SUA EFICIÊNCIA
A limpeza industrial obedece ao equilíbrio entre tempo, temperatura, química e ação mecânica (modelo clássico conhecido como Sinner’s Circle). Se você melhora uma alavanca (por exemplo, ação mecânica com melhor cobertura e impacto), pode reduzir outra (tempo) sem perder resultado.
Isso significa que, na prática, reduzir tempo de CIP não é cortar etapa, é aumentar eficiência por etapa.
PROJETO HIGIÊNICO: ONDE A LIMPEZA GANHA (OU PERDE) HORAS
-Dead legs: o inimigo silencioso da limpeza e da validação
Dead leg é qualquer trecho com baixa troca de fluxo, onde resíduos e biofilme podem persistir. Guias e discussões técnicas usam relações do tipo L/D (comprimento/diâmetro) para limitar esses trechos — com referências que variam por padrão, aplicação e risco. Há materiais que citam, por exemplo, recomendações mais restritivas (como EHEDG) e outras (como 3-A), além de referências em ASME BPE.
Na prática, o objetivo é simples: eliminar onde for possível; quando não for, reduzir ao mínimo, orientar corretamente instrumentação, e garantir drenabilidade e varredura.
-Drenabilidade e acabamento superficial: menos “nicho”, menos tempo
Equipamento bem projetado e bem fabricado reduz:
- acúmulo por rugosidade e solda mal acabada,
- pontos mortos que exigem tempo extra por segurança,
- necessidade de desmontagem para inspeção recorrente.
-Materiais e compatibilidade química
CIP exige compatibilidade com agentes alcalinos/ácidos e temperatura. O aço inox é padrão nesses setores por higiene e resistência à corrosão — e isso conversa diretamente com a confiabilidade do ciclo ao longo do tempo (menos degradação de superfície, menos variabilidade).
DESENHANDO UM CICLO CIP MAIS RÁPIDO (SEM SACRIFICAR ROBUSTEZ)
Um ciclo típico tem blocos como:
- Pré-enxágue (remove carga grossa e reduz consumo químico)
- Lavagem alcalina (remove orgânicos/gorduras/proteínas, conforme processo)
- Enxágue intermediário
- Lavagem ácida (ajuda em incrustações minerai
- Enxágue final (até atingir critério)
- Sanitização (térmica ou química, quando aplicável)
O ganho de tempo vem de ajustes orientados por dados:
- Condutividade/pH/TOC (para não “enxaguar no escuro”)
- Vazão/velocidade (ação mecânica real, não estimada)
- Temperatura (impacta química e viscosidade do resíduo)
SIP: O QUE REALMENTE DEFINE SUCESSO NA ESTERILIZAÇÃO IN PLACE
Se você pensa que SIP é apenas “passar vapor”, o processo pode parecer bastante simples. Mas a validação cobra aquilo que muita planta subestima, ou seja, remoção de ar, controle de condensado e garantia de que o ponto mais frio atingiu o regime.
Referências técnicas de SIP descrevem a importância de componentes como steam traps, reguladores e filtros de ventilação esterilizantes para evacuar ar/condensado e manter esterilidade após o ciclo.
E, em processos com vapor saturado, faixas típicas de operação frequentemente citadas ficam na casa de 121–134 °C, com tempos mínimos no “ponto frio” variando conforme o desenho e critérios de letalidade.
Na prática, três decisões destravam a validação de SIP:
- Onde medir (mapeamento térmico com foco em ponto frio)
- Como provar letalidade (critérios como F₀/tempo equivalente, quando aplicável)
- Como garantir repetibilidade (drenagem de condensado + eliminação de dead legs)
COMO EVITAR CONTAMINAÇÃO CRUZADA
Contaminação cruzada raramente surge a partir do azar na aquisição de um lote. Ela vem de:
- resíduo retido em ponto morto,
- mistura de retornos,
- válvula que permite “passagem” indesejada,
- enxágue final com água fora de especificação,
- desmontagens e remontagens com risco de erro humano.
E nesse ponto a RDC 301/2019 é direta: a lavagem/limpeza deve ser selecionada e realizada de forma a não constituir fonte de contaminação.
Medidas práticas que reduzem risco:
- Segregação de circuitos e intertravamentos (quando há múltiplas linhas/produtos)
- Drenabilidade total e eliminação de bolsões
- Padronização de conexões e pontos de amostragem (menos improviso)
- Procedimentos claros de troca de produto + liberação por critério mensurável
FACILITAR VALIDAÇÃO: TRANSFORME CIP/SIP EM EVIDÊNCIAS
Validação fica mais simples quando você tem:
- repetibilidade do ciclo (receitas, setpoints, tolerâncias),
- dados registráveis (tendências, alarmes, relatórios),
- documentação de projeto e fabricação (materiais, solda, testes, acabamento),
- rastreabilidade para auditoria.

No Brasil, a própria lógica regulatória reforça o projeto para limpeza e procedimentos detalhados por escrito. E, em ambientes GMP, requisitos de qualificação/validação (DQ/IQ/OQ/PQ) tendem a exigir evidência documental consistente.
Por isso, o modelo de entrega com Data Book é um ativo operacional. Empresas como a Kroma enfatizam a importância da documentação com memorial de cálculo, relatórios de solda e testes (inclusive de rugosidade), pensada para suportar auditorias de órgãos como Anvisa e MAPA.
“Com nossa engenharia consultiva de ponta a ponta, atuamos em setores que tipicamente exigem CIP/SIP, como farmacêutico, cosmético, alimentício, biotecnológico e químico. Por isso, reforçamos a importância de normas e rastreabilidade como parte da entrega”, explica o Diretor Comercial da Kroma, Fernando dos Santos Barbosa.
Na prática, isso se traduz em:
- equipamentos especiais em aço inox (tanques, reatores, sistemas de agitação) com foco em higiene e desempenho,
- customização que considera geometria, condições de operação e requisitos regulatórios,
- documentação organizada (Data Book, relatórios e testes) para suportar qualificação e auditorias.
“Quando CIP/SIP é tratado como parte do desenho do processo e do equipamento, o tempo de troca entre lotes tende a cair, a variabilidade da limpeza diminui e a validação fica muito mais objetiva, porque passa a existir repetibilidade e dados). É exatamente essa lógica de engenharia que a Kroma reforça na fabricação de equipamentos personalizados”, completa o Diretor Financeiro Cleber Gonçalves.