
Engenharia turnkey: da concepção ao start-up com segurança e automação integradas
Você sabe o que é Turnkey? Vamos explicar em 3 tópicos:
1- É um modelo de entrega em que um único parceiro assume a responsabilidade pelo projeto de ponta a ponta, desde a concepção da solução até o start-up da operação.
2- Em vez de contratar fornecedores separados para cada etapa, a indústria trabalha com uma engenharia integrada, que coordena projeto, fabricação, automação, segurança, documentação, instalação, comissionamento e partida.
3- Na prática, reduz falhas de interface, melhora a previsibilidade do cronograma, minimiza retrabalhos e aumenta a segurança técnica e operacional do investimento.
Na Kroma, engenharia turnkey ganha relevância estratégica. Mais do que um modelo “chave na mão”, ela representa uma lógica de responsabilidade unificada, em que concepção, projeto, fabricação, integração, documentação, comissionamento e start-up são tratados como partes de um mesmo sistema. Em vez de várias entregas desconectadas, há uma única visão técnica conduzindo o projeto do começo ao fim.
E isso muda o jogo. No modelo fragmentado, cada fornecedor entrega sua parte e a compatibilização vira um problema do cliente. No turnkey, há um ponto central de responsabilidade técnica e operacional. É essa lógica que reduz ruídos entre disciplinas, dá mais previsibilidade ao cronograma e evita o chamado custo de interface: quando uma etapa para porque a anterior não entregou o que era necessário para a próxima avançar.
Uma analogia simples ajuda a entender. Em um modelo convencional, é como contratar cada músico de uma orquestra separadamente e esperar que todos se afinem sozinhos no dia da apresentação. No turnkey, há uma regência única. Projeto, automação, segurança, fabricação e start-up seguem a mesma partitura.
O QUE DEFINE UM PROJETO TURNKEY DE VERDADE
Nem todo projeto que entrega equipamento instalado pode ser chamado, de fato, de turnkey. Para que essa abordagem gere valor real, ela precisa começar muito antes da fabricação. O ponto de partida está no entendimento do processo: produto, regime operacional, criticidade sanitária, exigências regulatórias, metas de desempenho, rotina de limpeza, risco ocupacional, disponibilidade esperada e integração com a planta existente.
É nessa etapa que a engenharia deixa de reagir a pedidos genéricos e passa a traduzir a necessidade da operação em solução. A lógica não é adaptar o processo ao equipamento. É projetar o equipamento, a automação e os requisitos de segurança para o processo real.
Na Kroma, essa visão aparece de forma clara. A empresa valoriza e investe em engenharia consultiva, com soluções completas e integradas, atuação do desenvolvimento ao acompanhamento pós-implantação, foco em personalização, conformidade, documentação técnica e rastreabilidade de ponta a ponta.
SEGURANÇA E AUTOMAÇÃO NÃO PODEM ENTRAR NO FIM
Um dos erros mais comuns em projetos industriais é tratar segurança e automação como camadas adicionadas depois que o equipamento já foi definido. Esse raciocínio costuma gerar sensores mal posicionados, intertravamentos limitados, painéis improvisados, perda de eficiência operacional e ajustes de campo que poderiam ter sido evitados na engenharia.
Em um projeto turnkey maduro, automação e segurança nascem junto com o conceito. Isso significa prever desde cedo a lógica de controle, os permissivos de operação, os estados seguros, os dispositivos de proteção, os pontos de instrumentação, a interface com supervisórios e, quando necessário, a integração com sistemas corporativos e de gestão da produção.
O mesmo vale para a conformidade. Requisitos relacionados à NR-12 (segurança de máquinas), NR-10 (instalações elétricas) e NR-13 (integridade de vasos de pressão e tubulações) não devem ser tratados como um checklist de última hora. Em projetos turnkey, essas normas orientam as decisões de projeto desde o layout inicial. É essa visão integrada que evita reformas dispendiosas logo após o start-up, reduz o risco de interdições e garante a segurança jurídica, operacional e patrimonial da planta
“Na Kroma, esse compromisso também aparece quando ligamos o projeto à documentação completa do equipamento, com Data Book, memorial de cálculo, certificação de matéria-prima, relatórios de solda e registros usados em auditorias, além da observância de normas e requisitos aplicáveis a setores de alta exigência, como os regulados por Anvisa e MAPA”, afirma Cleber Gonçalves, Diretor Financeiro da Kroma.
PRINCIPAIS GANHOS DE UM PROJETO TURNKEY
- Responsabilidade técnica centralizada
- Menor risco de falhas entre etapas e fornecedores
- Mais previsibilidade de prazo, custo e escopo
- Integração nativa entre mecânica, elétrica, automação e segurança
- Redução de retrabalho na instalação e no start-up
- Melhor controle sobre conformidade, documentação e rastreabilidade
- Operação mais estável desde a partida
- Maior eficiência no ciclo de vida do ativo
DO CONCEITO AO START-UP: COMO O FLUXO TURNKEY REDUZ RISCO E RETRABALHO
Quando a engenharia é integrada, o projeto tende a seguir uma lógica muito mais consistente.
Tudo começa no diagnóstico técnico da operação. É quando se mapeiam gargalos, riscos, necessidades de adequação, metas de produtividade e indicadores que realmente importam, como disponibilidade, repetibilidade, segurança e eficiência operacional.
Na sequência, vem o projeto detalhado. Nessa fase, são definidos materiais, geometria, acabamento, instrumentação, estratégia de automação, dispositivos de segurança, arquitetura elétrica e critérios de operação. Em operações mais sensíveis, entram também exigências de limpeza, rugosidade, rastreabilidade e documentação para auditoria.
Depois, a fabricação e a montagem acontecem já orientadas por esse mesmo raciocínio de engenharia. Isso reduz improvisos em campo e melhora a compatibilidade entre o que foi projetado e o que será efetivamente instalado.
O comissionamento, por sua vez, deixa de ser um momento de descoberta e passa a ser uma etapa de validação. FAT e SAT, quando bem conduzidos, ajudam a verificar se a solução atende aos critérios definidos no projeto e se está pronta para entrar em operação com mais previsibilidade.
Por fim, o start-up deixa de ser apenas o instante em que a máquina é ligada. Ele passa a ser o fechamento natural de uma jornada em que processo, automação, segurança e operação foram pensados em conjunto. É justamente nesse ponto que o suporte pós-implantação faz diferença, porque a partida real é o momento em que o projeto encontra a rotina da fábrica.
“Na Kroma, reforçamos essa lógica ao destacar acompanhamento antes, durante e após a instalação, além de uma atuação consultiva contínua para que a solução acompanhe a evolução da planta e do mercado”, Fernando dos Santos Barbosa, Diretor Comercial da Kroma.
ONDE ESTÁ O GANHO REAL PARA A INDÚSTRIA?
O principal valor do turnkey não está apenas em “ter menos fornecedores”. Está em reduzir incerteza.
Quando o projeto nasce integrado, o lead time tende a ficar mais controlado, porque as interfaces são resolvidas na engenharia, e não no chão de fábrica. O custo total de propriedade também melhora, já que a operação evita correções pós-instalação, retrabalho de montagem, revisões inesperadas de automação e paralisações para adequações que poderiam ter sido previstas desde o início.
Há ainda um ganho menos visível, mas decisivo: previsibilidade operacional. Em muitos casos, o equipamento até funciona quando é instalado. O problema é que a planta leva semanas ou meses para estabilizar, porque segurança, lógica de controle e processo não foram concebidos como um conjunto. É justamente essa distância entre “instalado” e “operando bem” que a engenharia turnkey busca encurtar.
“Para nós, esse valor aparece associado à redução da intervenção humana, minimização de desperdícios, aumento de segurança, simulação de desempenho antes mesmo da fabricação e personalização voltada ao processo específico de cada cliente. Tudo isso para garantir a melhor entrega, maior eficiência e o produto ideal para o consumidor final”, completa Fernando dos Santos Barbosa.

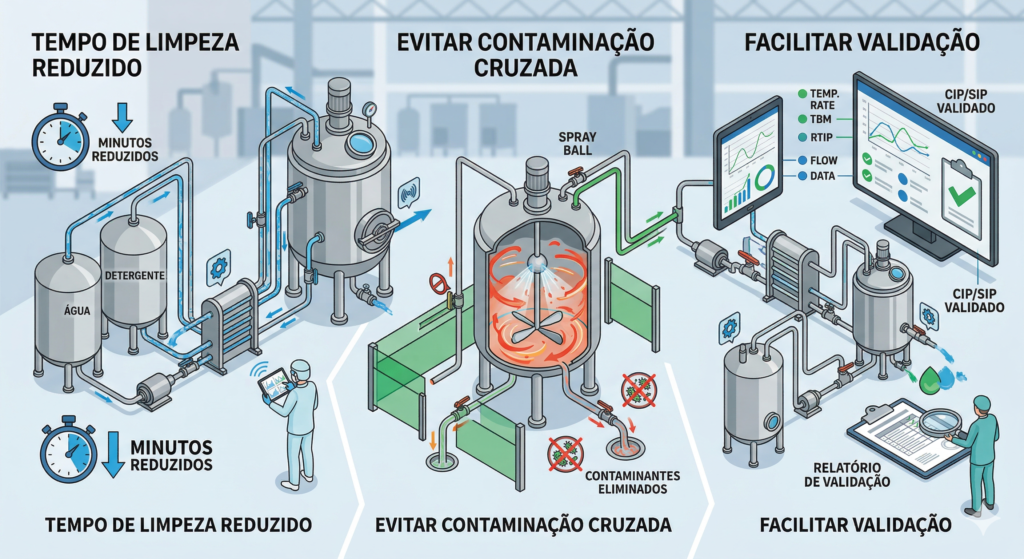
CIP/SIP na prática: como reduzir tempo de limpeza, evitar contaminação cruzada e facilitar validação
Resíduo não manda aviso. Não aparece no relatório de produção, nem dispara alarme. Mesmo em equipamentos top de linha, onde não encontra esconderijos fáceis, ele pode aparecer. É fato que quando o projeto em aço inox é bem executado e com acabamento impecável, o sistema já nasce preparado para higienização com previsibilidade: drena bem, evita pontos mortos, tem superfícies que não “seguram” produto e entrega repetibilidade de ciclo.
Porém, o vilão invisível pode mudar de estratégia, se valendo de brechas operacionais que podem surgir mesmo em plantas excelentes — uma variação de produto que muda totalmente a aderência do resíduo, uma pequena queda de temperatura ou vazão que reduz a ação mecânica, uma intervenção de manutenção que altera o comportamento de uma vedação, ou uma modificação de linha feita anos depois que cria um novo ponto crítico.
É nesse ponto que o suspense começa e a ação evita dramas. A verdade é que qualidade de fabricação do equipamento não elimina a necessidade de controle e evidência. A boa notícia é que, quando CIP/SIP é bem pensado (projeto + ciclo + dados), a empresa não só reduz esse risco como encurta o tempo de limpeza — com segurança e validação mais simples.
Lembrando que CIP e SIP são siglas usadas na indústria para descrever limpeza e esterilização automatizadas por dentro dos equipamentos, sem precisar desmontar tudo.
- CIP (Clean-in-Place) é a limpeza automatizada das superfícies internas de tanques, reatores, tubulações e acessórios sem desmontagem, usando etapas controladas (enxágue, detergente, enxágues, sanitização etc.).
- SIP (Sterilize/Steam-in-Place) é a esterilização do sistema (normalmente com vapor limpo), também sem desmontagem, para reduzir carga microbiana a níveis compatíveis com processos assépticos.
Na prática, quando CIP/SIP é bem projetado e bem operado, ajuda a diminuir o tempo de parada entre lotes, evita contaminação cruzada e facilitar comprovações e auditorias, porque a limpeza passa a ser um processo repetível e registrável.
QUANDO CIP/SIP COSTUMA FALHAR?
A resposta para essa pergunta quase sempre encontra três causas combinadas:
- Projeto pouco higiênico do equipamento e da linha (pontos de acúmulo, dreno ruim, “sombras” de spray, dead legs).
- Ciclo de limpeza configurado para o “pior caso” e usado como padrão para tudo (adotado por segurança, mas com custo alto de tempo, água, energia e químico)
- Falta de dados confiáveis e rastreáveis (ou dados que não “conversam” com os requisitos da validação).
A LÓGICA PARA REDUZIR TEMPO DE LIMPEZA: O “CÍRCULO” QUE MANDA NA SUA EFICIÊNCIA
A limpeza industrial obedece ao equilíbrio entre tempo, temperatura, química e ação mecânica (modelo clássico conhecido como Sinner’s Circle). Se você melhora uma alavanca (por exemplo, ação mecânica com melhor cobertura e impacto), pode reduzir outra (tempo) sem perder resultado.
Isso significa que, na prática, reduzir tempo de CIP não é cortar etapa, é aumentar eficiência por etapa.
PROJETO HIGIÊNICO: ONDE A LIMPEZA GANHA (OU PERDE) HORAS
-Dead legs: o inimigo silencioso da limpeza e da validação
Dead leg é qualquer trecho com baixa troca de fluxo, onde resíduos e biofilme podem persistir. Guias e discussões técnicas usam relações do tipo L/D (comprimento/diâmetro) para limitar esses trechos — com referências que variam por padrão, aplicação e risco. Há materiais que citam, por exemplo, recomendações mais restritivas (como EHEDG) e outras (como 3-A), além de referências em ASME BPE.
Na prática, o objetivo é simples: eliminar onde for possível; quando não for, reduzir ao mínimo, orientar corretamente instrumentação, e garantir drenabilidade e varredura.
-Drenabilidade e acabamento superficial: menos “nicho”, menos tempo
Equipamento bem projetado e bem fabricado reduz:
- acúmulo por rugosidade e solda mal acabada,
- pontos mortos que exigem tempo extra por segurança,
- necessidade de desmontagem para inspeção recorrente.
-Materiais e compatibilidade química
CIP exige compatibilidade com agentes alcalinos/ácidos e temperatura. O aço inox é padrão nesses setores por higiene e resistência à corrosão — e isso conversa diretamente com a confiabilidade do ciclo ao longo do tempo (menos degradação de superfície, menos variabilidade).
DESENHANDO UM CICLO CIP MAIS RÁPIDO (SEM SACRIFICAR ROBUSTEZ)
Um ciclo típico tem blocos como:
- Pré-enxágue (remove carga grossa e reduz consumo químico)
- Lavagem alcalina (remove orgânicos/gorduras/proteínas, conforme processo)
- Enxágue intermediário
- Lavagem ácida (ajuda em incrustações minerai
- Enxágue final (até atingir critério)
- Sanitização (térmica ou química, quando aplicável)
O ganho de tempo vem de ajustes orientados por dados:
- Condutividade/pH/TOC (para não “enxaguar no escuro”)
- Vazão/velocidade (ação mecânica real, não estimada)
- Temperatura (impacta química e viscosidade do resíduo)
SIP: O QUE REALMENTE DEFINE SUCESSO NA ESTERILIZAÇÃO IN PLACE
Se você pensa que SIP é apenas “passar vapor”, o processo pode parecer bastante simples. Mas a validação cobra aquilo que muita planta subestima, ou seja, remoção de ar, controle de condensado e garantia de que o ponto mais frio atingiu o regime.
Referências técnicas de SIP descrevem a importância de componentes como steam traps, reguladores e filtros de ventilação esterilizantes para evacuar ar/condensado e manter esterilidade após o ciclo.
E, em processos com vapor saturado, faixas típicas de operação frequentemente citadas ficam na casa de 121–134 °C, com tempos mínimos no “ponto frio” variando conforme o desenho e critérios de letalidade.
Na prática, três decisões destravam a validação de SIP:
- Onde medir (mapeamento térmico com foco em ponto frio)
- Como provar letalidade (critérios como F₀/tempo equivalente, quando aplicável)
- Como garantir repetibilidade (drenagem de condensado + eliminação de dead legs)
COMO EVITAR CONTAMINAÇÃO CRUZADA
Contaminação cruzada raramente surge a partir do azar na aquisição de um lote. Ela vem de:
- resíduo retido em ponto morto,
- mistura de retornos,
- válvula que permite “passagem” indesejada,
- enxágue final com água fora de especificação,
- desmontagens e remontagens com risco de erro humano.
E nesse ponto a RDC 301/2019 é direta: a lavagem/limpeza deve ser selecionada e realizada de forma a não constituir fonte de contaminação.
Medidas práticas que reduzem risco:
- Segregação de circuitos e intertravamentos (quando há múltiplas linhas/produtos)
- Drenabilidade total e eliminação de bolsões
- Padronização de conexões e pontos de amostragem (menos improviso)
- Procedimentos claros de troca de produto + liberação por critério mensurável
FACILITAR VALIDAÇÃO: TRANSFORME CIP/SIP EM EVIDÊNCIAS
Validação fica mais simples quando você tem:
- repetibilidade do ciclo (receitas, setpoints, tolerâncias),
- dados registráveis (tendências, alarmes, relatórios),
- documentação de projeto e fabricação (materiais, solda, testes, acabamento),
- rastreabilidade para auditoria.
No Brasil, a própria lógica regulatória reforça o projeto para limpeza e procedimentos detalhados por escrito. E, em ambientes GMP, requisitos de qualificação/validação (DQ/IQ/OQ/PQ) tendem a exigir evidência documental consistente.
Por isso, o modelo de entrega com Data Book é um ativo operacional. Empresas como a Kroma enfatizam a importância da documentação com memorial de cálculo, relatórios de solda e testes (inclusive de rugosidade), pensada para suportar auditorias de órgãos como Anvisa e MAPA.
“Com nossa engenharia consultiva de ponta a ponta, atuamos em setores que tipicamente exigem CIP/SIP, como farmacêutico, cosmético, alimentício, biotecnológico e químico. Por isso, reforçamos a importância de normas e rastreabilidade como parte da entrega”, explica o Diretor Comercial da Kroma, Fernando dos Santos Barbosa.
Na prática, isso se traduz em:
- equipamentos especiais em aço inox (tanques, reatores, sistemas de agitação) com foco em higiene e desempenho,
- customização que considera geometria, condições de operação e requisitos regulatórios,
- documentação organizada (Data Book, relatórios e testes) para suportar qualificação e auditorias.
“Quando CIP/SIP é tratado como parte do desenho do processo e do equipamento, o tempo de troca entre lotes tende a cair, a variabilidade da limpeza diminui e a validação fica muito mais objetiva, porque passa a existir repetibilidade e dados). É exatamente essa lógica de engenharia que a Kroma reforça na fabricação de equipamentos personalizados”, completa o Diretor Financeiro Cleber Gonçalves.
Da planta piloto à produção plena: como garantir escalabilidade com segurança e automação integradas
No piloto, quase tudo parece possível. O processo “fecha”, o produto sai dentro da especificação e a equipe aprende rápido porque está com a mão na massa o tempo todo. O problema é que produção plena não é um piloto maior. Como ensina o ditado popular: “na prática, a teoria é outra”. Ou seja, é um outro jogo: turnos diferentes, variação real de matéria-prima, metas agressivas de disponibilidade, auditorias, manutenção, utilidades no limite e uma operação que precisa rodar bem do início ao final.
Scale-up industrial é justamente esse salto: transformar um processo que funciona em pequena escala em um processo reprodutível, controlado e auditável em escala comercial, sem perder segurança, qualidade e viabilidade econômica. E quando dá errado, costuma ser por um motivo recorrente: o projeto tenta “compensar” depois — com procedimentos, com gente, com planilha — aquilo que deveria estar resolvido no equipamento, na instrumentação e na lógica de controle.
O QUE REALMENTE MUDA DO PILOTO PARA A PRODUÇÃO PLENA
A diferença mais importante não é a capacidade do tanque. É a exposição. No piloto, um desvio vira aprendizado. Na produção plena, o mesmo desvio vira perda de lote, parada, retrabalho e, em muitos setores, investigação formal.
O que parecia aceitável no piloto — ajuste manual, sensor improvisado, limpeza feita no feeling, controle de temperatura com atraso — passa a se comportar como custo recorrente (OPEX) e risco operacional. E o risco, aqui, não é só acidente. É também indisponibilidade, não conformidade e inconsistência de qualidade.
Essa lógica aparece com muita clareza nas indústrias reguladas. No Brasil, a Anvisa exige consistência, controle e documentação para sustentar qualidade na rotina. E, quando a empresa exporta ou atende clientes globais, vale citar um benchmark internacional: a FDA (agência reguladora dos EUA) descreve validação de processo como um ciclo de vida em três estágios (design, qualificação e verificação contínua), reforçando a mesma ideia central — a passagem do piloto para o comercial pede controle e evidência, não só uma “receita que deu certo”.
3 VERDADES BÁSICAS SOBRE ESCALABILIDADE
- Scale-up não é “aumentar volume”: é mudar o patamar de controle, risco, utilidades, manutenção e evidência.
- Segurança e automação precisam nascer junto do projeto do equipamento; quando entram no fim, viram remendo caro.
- Dados e documentação viram ativos: sem rastreabilidade e testes, a planta até liga — mas não sustenta produção estável.
POR QUE A FÍSICA NÃO ESCALA “EM LINHA RETA”
Quando você multiplica volume, não multiplica automaticamente desempenho. Alguns fenômenos pioram, outros mudam de regime. Na prática, os grandes vilões do scale-up são previsíveis:
Transferência de calor - Em pequenos volumes, aquecer e resfriar é rápido. Em grandes volumes, surgem gradientes: o “miolo” demora para responder. Isso pode alterar rendimento, formação de subprodutos e até segurança em reações exotérmicas.
Mistura e agitação - Homogeneidade não é garantida por tempo. Ela depende de geometria, potência específica, regime hidráulico, posicionamento de impelidores e viscosidade (que, por sua vez, pode variar ao longo do processo). Se a mistura falha, falha o controle.
Cinética e dinâmica do processo - Reação, cristalização, fermentação e transferência de massa têm sensibilidades diferentes à escala. O tempo que funcionava no piloto pode não existir na escala industrial.
Limpeza e trocas - Quanto maior a produção, maior a cobrança por disponibilidade. E muitas plantas só percebem tarde que capacidade sem troca rápida (CIP — Cleaning in Place, limpeza sem desmontagem; SIP — Sterilization in Place, esterilização no local) vira gargalo.
SEGURANÇA E CONFORMIDADE
Se a linha envolve pressão, temperatura, inflamáveis ou poeiras combustíveis, o scale-up precisa tratar a conformidade como parte do projeto. Entenda:
NR-13 (Brasil) - Quando o equipamento se enquadra no escopo da NR-13, estamos falando de requisitos mínimos para gestão da integridade estrutural, incluindo instalação, inspeção, operação e manutenção, visando segurança e saúde dos trabalhadores. A norma é direta ao colocar isso como requisito de gestão, não como “opcional”. (Portaria MTP nº 1.846, 07/2022; texto retificado no PDF oficial).
Áreas classificadas (Ex) - Para instalações e equipamentos em atmosferas explosivas, o Inmetro indica a Portaria Inmetro nº 115/2022 como base para certificação compulsória de equipamentos elétricos Ex e menciona normas técnicas aplicáveis, como a ABNT NBR IEC 60079-14 (projeto, seleção e montagem de instalações elétricas).
Aqui, o erro mais caro é achar que Ex é “tema de elétrica”. Ex afeta instrumentação, motores, painéis, seleção de componentes e até estratégia de manutenção.
Segurança funcional (SIS) - SIS (Safety Instrumented System) é um sistema instrumentado independente do controle básico, projetado para colocar o processo em estado seguro quando necessário. A IEC 61511 define requisitos para especificação, projeto, instalação, operação e manutenção de SIS na indústria de processo.
Cibersegurança OT/IT - Com automação integrada e dados fluindo para sistemas corporativos, a superfície de ataque aumenta. A série ISA/IEC 62443 define requisitos e processos para implementar e manter sistemas de automação e controle industrial de forma “eletronicamente segura”.
E isso deixou de ser teórico: no DBIR 2025, ransomware aparece em 44% das violações analisadas, e exploração de vulnerabilidades chega a 20% como vetor inicial de acesso.
O ARGUMENTO DE NEGÓCIO QUE FUNCIONA
Duas ideias ajudam a defender investimento sem cair em promessa fácil.
A primeira: segurança tem custo econômico real. A OIT (Organização Internacional do Trabalho) estima que 4% do PIB (Produto Interno Bruto) global é perdido por acidentes e doenças ocupacionais.
A segunda: dados confiáveis mudam o jogo da manutenção e da disponibilidade. A empresa global de consultoria em gestão McKinsey & Company aponta que manutenção preditiva “tipicamente” reduz downtime de máquinas em 30%–50% e aumenta a vida útil em 20%–40% — quando há instrumentação, captura de dados e capacidade de intervenção antes da falha.
Você não precisa assumir que esses números serão os seus. Mas eles sustentam uma tese robusta: automação bem projetada e evidência bem organizada tendem a pagar a conta no ciclo de vida, não no CAPEX.
“Em linhas gerais, scale-up industrial refere-se ao processo de transpor um processo produtivo, uma tecnologia ou um produto do estágio de laboratório (pequena escala) para a produção comercial em massa (larga escala). Na Kroma, com nossa engenharia de ponta a ponta, desenvolvemos desde a planta ao equipamento específico para a necessidade de cada cliente. Isso é garantia de qualidade, de segurança e de eficiência que uma empresa como a nossa, com 28 anos de experiência no mercado, pode assegurar”, atesta Cleber Gonçalves, Diretor industrial/Financeiro da Kroma.

Projetos personalizados em aço inox: Top 10 razões que explicam porque a engenharia sob medida supera soluções padronizadas
No dia a dia da gestão industrial, existe uma frase que parece inofensiva — e quase sempre sai cara: “Vamos comprar o que já está pronto para ganhar tempo.”
Em um mundo de metas apertadas, pressão de CAPEX e cronogramas que, muitas vezes, não cabem no calendário, a tentação de escolher um equipamento padronizado, de catálogo, é compreensível. Ele chega mais rápido, vem com configuração padrão e dá a sensação de que o risco ficou para depois.
Porém, para quem opera processos de alta exigência — polímeros, bioinsumos, cosméticos viscosos, alimentos com alto giro, químicos com ciclo térmico crítico — o equipamento seriado frequentemente vira o inimigo do estável, do limpável, do auditável e, no fim das contas, do lucrativo.
Vamos analisar a questão de um ângulo claro e usar imagem ilustrativa. Pense que o aço inox é a tela. O equipamento é como o fabricante “imprime” nela. Em outras palavras, a rentabilidade vem da engenharia que molda essa matéria prima. Trata-se de geometria, acabamento, integração, documentação, segurança e uma porção de detalhes que não aparecem na primeira conversa de orçamento.
TOP 10 RAZÕES QUE EXPLICAM PORQUE A ENGENHARIA SOB MEDIDA SUPERA SOLUÇÕES PADRONIZADAS
1) A geometria oculta: quando o “padrão” cria gargalos que ninguém previu
Equipamentos padronizados são, por definição, pensados para atender uma média. Muitas vezes, essa média tem mais a ver com logística de fabricação (dimensões repetidas, padrão de chapas, prazos de linha) do que com a física do seu processo.
E aí surgem gargalos típicos:
- zonas mortas em pontos específicos (fundo, canto, região próxima a bocais)
- mistura que “parece boa” em volume cheio, mas desaba em carga parcial
- troca térmica irregular, com gradientes de temperatura que não aparecem no sensor
- drenagem incompleta, que transforma produto em resíduo e resíduo em risco
Em projetos sob medida, o raciocínio é inverso: a geometria segue a termodinâmica e a reologia.
2) O inox certo é importante, mas o design decide o jogo
Muita compra empresarial morre no “material”: 304, 316, 316L, duplex… Como se escolher a liga fosse a etapa final.
Na prática, você pode ter aço inox 316L (se tornou quase um “padrão de segurança” em muitas empresas, que acreditam encerrar a discussão sobre corrosão, soldabilidade e higiene) e ainda assim sofrer com:
- acúmulo de produto em microfrestas e descontinuidades
- corrosão localizada em regiões com retenção/umidade (principalmente se a limpeza for agressiva)
- perda de performance por rugosidade e soldas que não conversam com a higienização
- dificuldade de inspeção e manutenção
Em setores de alta exigência higiênica, isso é tão crítico que existem padrões específicos para orientar projeto e construção. Um exemplo claro é o ASME BPE, que descreve requisitos para equipamentos usados em bioprocessos, farmacêuticos e personal care, cobrindo materiais, projeto, fabricação, inspeção, testes e certificação.
Em outras palavras: o mercado já aprendeu, há muito tempo, que “inox” não é sinônimo automático de “higiênico” ou “repetível”.
3) Acabamento e rugosidade: o detalhe que decide tempo de limpeza, risco e disponibilidade
Se você quer um termômetro simples para comparar padronizado vs sob medida, olhe para a limpeza e para a troca de campanha.
Isso porque, em muitas plantas fabris, o gargalo não é produzir, mas trocar.
Em aplicações higiênicas, a rugosidade é um tema recorrente. Diretrizes de design sanitário frequentemente citam Ra em torno de 0,8 µm como referência para superfícies em contato com produto (incluindo juntas soldadas), por impactar cleanability e risco de acúmulo.
E tem um ponto muito importante (que pouca gente fala alto): 0,8 µm não é um “selo mágico”. Documentos de higiene também reconhecem que valores acima disso podem ser aceitáveis se a limpeza requerida for comprovada por testes e por outras características de projeto.
O que isso significa, na prática?
- não adianta exigir um número de rugosidade e ignorar drenabilidade, solda, cantos, bocais e acessos
- o que importa é o conjunto: projeto + execução + evidência de que limpa como precisa
4) Tratamentos de superfície: passivação e eletropolimento como ferramenta
Quando o processo é sensível (ou quando o custo de falha é alto), tratamentos de superfície entram como ferramenta real de engenharia.
Do ponto de vista técnico, duas práticas amplamente citadas para modificação de superfície em inox são passivação e eletropolimento.
Eletropolimento, por exemplo, é descrito como processo que reduz micro-rugosidade, melhora cleanability e pode atuar também como deburring/brightening/passivating, evitando alguns efeitos indesejados de tratamentos mecânicos.
Há também literatura mostrando que parâmetros de eletropolimento influenciam propriedades, como resistência à corrosão em 316L.
Em um projeto sob medida bem conduzido, esse tema aparece cedo, com perguntas simples e pragmáticas:
- qual é o produto e quão aderente ele é?
- quais químicos e temperaturas entram na limpeza?
- existe risco de corrosão localizada?
- qual o nível real de exigência higiênica (e como isso será evidenciado)?
5) Documentação e conformidade: o valor do que “ninguém quer ler”, mas todo auditor pede
Em ambientes auditáveis, documentação é gestão de risco.
E, em alguns casos, é obrigação formal. A NR-13 determina que vasos de pressão tenham, no estabelecimento, documentação atualizada, incluindo o prontuário fornecido pelo fabricante com informações como código de construção e ano de edição.
Agora, saia do texto da norma e traga para o mundo real: quando dá um desvio de qualidade, quando há uma mudança de processo, quando você faz um revamp, quando surge uma auditoria… o que salva tempo e reduz conflito interno é ter um dossiê técnico consistente.
Em projetos sob medida, o dossiê tende a ser mais completo e mais alinhado ao equipamento real (não uma pasta genérica). Em geral, faz sentido que ele organize:
- documentos de projeto (especificações, desenhos, memoriais quando aplicável)
- rastreabilidade de materiais e itens críticos
- registros de solda, inspeções e testes
- evidências de aceitação (FAT/SAT quando aplicável)
- manuais e recomendações de operação/manutenção compatíveis com o processo
A diferença é brutal: você sai do “acho que foi assim” e entra no “está aqui, provado”.
6) Integração nativa: o fim dos “puxadinhos” tecnológicos
Se tem algo que derruba eficiência sem fazer barulho é a integração mal feita.
Equipamento padronizado frequentemente chega com:
- instrumentação “do pacote” (que não é a que sua manutenção domina)
- sinais e protocolos que não casam com seu SCADA/MES
- painéis fechados que viram “ilhas” dentro da planta
- pouca margem para expansão (você quer mais um sensor e descobre que faltou I/O, porta, espaço)
No projeto sob medida, a automação vira parte do esqueleto do equipamento. Isso não quer dizer complexidade gratuita. Quer dizer coerência:
- sensores onde o dado é representativo (não onde era mais fácil furar o vaso)
- arquitetura pensada para receitas, alarmes e rastreabilidade quando necessário
- “esperas” e pontos de expansão para manutenção preditiva (vibração, temperatura, vazão)
- padronização do que deve ser padronizado (componentes de mercado) sem engessar o projeto
7) Fator humano e ergonomia: a eficiência também mora no corpo do operador
Máquinas são operadas por pessoas. Parece óbvio, mas é um dos tópicos mais ignorados em compras.
Equipamentos padronizados, às vezes, exigem que o operador:
- faça manobras desconfortáveis para alcançar válvulas
- suba em acessos improvisados
- trabalhe em rotinas que aumentam risco de erro
- conviva com ruído, calor e dificuldade de inspeção
No projeto sob medida, o layout da planta e o fluxo real de operação entram na engenharia:
- posicionamento de bocais e válvulas onde o operador realmente usa
- acessos para inspeção e manutenção sem “acrobacia”
- rotinas desenhadas para reduzir erro humano
- segurança do trabalho tratada como consequência de projeto bem feito (não como remendo)
É aqui que muita empresa percebe que equipamento bom não é só o que performa, mas o que performa sem exigir “heroísmo” diário dos operadores.
8) Preço vs TCO: onde o catálogo costuma perder (e por quê)
No mercado empresarial, o preço de aquisição é a ponta do iceberg. O custo que decide a vida do projeto é o TCO.
Equipamentos padronizados podem trazer custos ocultos como:
- adaptações de instalação (refazer tubulações, bases, layout, utilidades)
- consumo energético acima do necessário (motor “sobrando”, agitação ineficiente)
- paradas por incompatibilidade de peça e demora de reposição
- perdas de lote por instabilidade térmica ou de mistura
- custo de auditoria e investigação quando a documentação não conversa com o “as built”
Projetos sob medida são desenhados para reduzir custo de operação. E isso tem a ver com engenharia simples:
- melhor aproveitamento de energia, água gelada, vapor e ar comprimido
- trocas mais rápidas (menos água/químico/tempo)
- menos refugo e retrabalho por repetibilidade maior
- menos risco de paradas inesperados por conta de acessos ruins e manutenção difícil
9) Projeto sob medida tende a ser mais sustentável por ser mais preciso
Existe um jeito bem prático de falar de sustentabilidade em indústria: consumo e resíduo.
Quando o equipamento é mais coerente com o processo, ele tende a gerar:
- menos resíduo de produto (drenagem melhor, menos retenção)
- menos consumo de água e químicos em limpeza (porque limpa mais rápido e com menos retrabalho)
- menos energia por batelada (porque não trabalha “compensando” design genérico)
Não é promessa de percentual. É lógica operacional.
10) Comissionamento e “rampa de produção”: o custo escondido do start-up
Tem um ponto que quase nunca entra no comparativo catálogo vs. sob medida — e, quando entra, costuma mudar a decisão: o tempo e o risco da partida (start-up) até a operação estável.
Equipamento padronizado tende a chegar “funcionando”. Só que “funcionando” não é “operando bem no seu processo”. A diferença aparece na rampa:
- semanas (ou meses) ajustando parâmetros para atingir repetibilidade
- testes extras para contornar limitações de mistura e troca térmica
- mudanças de instrumentação “depois que já está instalado”
- revalidações de procedimento de limpeza quando a realidade não bate com o planejado
- aumento de refugo e retrabalho nas primeiras campanhas
- dependência de operadores mais experientes para “domar” o equipamento
No projeto sob medida, o objetivo é reduzir essa rampa porque o projeto já nasce alinhado ao processo, ao layout e à automação. Isso não elimina o comissionamento (ele sempre existe), mas tende a torná-lo:
- mais previsível (menos surpresa de campo)
- mais curto (menos tentativa e erro)
- mais documentado (com evidências e critérios de aceitação claros)
“Se a sua operação depende de precisão, repetibilidade, cleanability e documentação robusta, vale considerar um parceiro que trabalhe com engenharia sob medida como sistema. A Kroma atua exatamente nessa lógica, com projetos personalizados, integração de engenharia/automação/segurança e um Data Book estruturado para auditorias e ciclo de vida do equipamento”, comenta Cleber Gonçalves, Diretor Financeiro da Kroma.

Como garantir equipamentos com flexibilidade de volume sem perder eficiência
Em um cenário industrial cada vez mais exigente, a palavra de ordem é adaptabilidade. No entanto, muitos gestores ainda se veem diante de um dilema clássico: investir em equipamentos seriados (padronizados) com entrega rápida ou apostar em soluções personalizadas, desenvolvidas sob medida para suas necessidades específicas?
À primeira vista, o equipamento seriado parece uma escolha pragmática. Ele é testado, tem um preço de entrada muitas vezes menor e uma promessa de entrega imediata. Contudo, quando analisamos a flexibilidade de volume, manutenção e eficiência ao longo do ciclo de vida do ativo, a conta começa a mudar.
Para empresas que buscam liderança em setores como o farmacêutico, alimentício e químico, o "tamanho único" raramente serve. Entenda por que a engenharia personalizada é a verdadeira chave para a eficiência operacional.
O QUE É EQUIPAMENTO SERIADO, UMA ARMADILHA DE EFICIÊNCIA
Equipamentos seriados são fabricados a partir de um modelo padronizado e repetível, com poucas variações previstas. O objetivo é reduzir incerteza de prazo e custo, simplificar sobressalentes e facilitar treinamento.
Em tese, faz sentido. Na prática, o seriado é otimizado para uma “média” de mercado. E quase nenhuma uma planta fabril opera na média.
Quando a operação sai do ponto ideal (o sweet spot), aparecem sintomas 3 conhecidos:
1- A empresa passa a compensar no processo o que o equipamento não entrega por projeto
2- O time “acerta na mão”, ou seja, com mais intervenção humana, mais ajustes e mais retrabalho
3- A eficiência cai justamente onde mais dói: mistura, térmica, limpeza/troca e controle
É por isso que, para processos críticos, a pergunta não deveria ser “seriado ou sob medida?”. As perguntas que realmente importam são: Qual é a faixa de volume real que eu preciso operar para garantir performance? Quanto custa cada troca de produto (em tempo, utilidades, risco e investigação)? Quais requisitos de segurança/compliance são inegociáveis?
As respostas convergem para a necessidade de equipamentos industriais personalizados.
POR QUE VARIAR O VOLUME MUDA A FÍSICA DO PROCESSO (E NÃO SÓ “A QUANTIDADE”)
Quando se opera um tanque/reator com cargas parciais (por exemplo, 30%, 60% e 90%), o comportamento do sistema é alterado. Isso é dinâmica de escoamento, transferência de calor e repetibilidade.
Os pontos que mais “desalinhavam” em equipamentos seriados são:
Mistura e homogeneização: o nível do líquido, a posição/quantidade de impelidores e a geometria podem criar zonas mortas e aumentar o tempo de homogeneização.
Troca térmica: rampas de aquecimento/resfriamento tendem a ficar mais difíceis de controlar se o conjunto (geometria + área + instrumentação) não foi pensado para o seu ciclo.
Limpeza e troca de produto: lotes menores normalmente significam mais trocas. Se o equipamento não foi desenhado para drenar bem e limpar rápido, “flexibilidade” vira tempo improdutivo.
Controle e rastreabilidade: operar “no olho” até pode funcionar em bateladas grandes e estáveis; com variabilidade de volume e produto, tende a virar variabilidade de qualidade.
Esse é o cenário no qual a engenharia sob medida ganha tração. Isso porque ela trata essas variáveis no projeto, antes do aço virar equipamento.
A LÓGICA DA KROMA É O INVERSO DO SERIADO: DESENHAR O EQUIPAMENTO PARA O SEU PROCESSO
Enquanto o seriado frequentemente exige que você adapte seu processo ao equipamento, a abordagem da Kroma privilegia a engenharia consultiva de ponta a ponta para a operação, desenhando equipamentos personalizados que se adaptam às especificações do cliente — em aço inox específico para cada projeto, geometria e condições de operação — para buscar o melhor desempenho possível.
Isso muda o jogo em cinco frentes que, na prática, decidem o ROI.
1) Mistura calculada, não genérica
Agitação não é só misturar: é o elemento que garante homogeneidade, distribuição de calor e, quando aplicável, suspensão — com possibilidade de personalização por impelidores conforme viscosidade e delicadeza do processo.
Em outras palavras: em vez de uma hélice que teoricamente serve para tudo, você projeta a agitação para o seu fluido e seu ciclo.
O que isso costuma destravar:
- mistura consistente em cargas parciais
- menos desperdício por batelada fora de especificação
- menor gasto de energia para atingir o mesmo resultado (porque o esforço não é “na marra”)
2) Troca térmica alinhada ao ciclo real (e não ao catálogo)
Em reatores, os pilares pressão, temperatura e agitação são interdependentes. Se você dimensiona um e ignora o outro, o processo “cobra” depois, em tempo de ciclo e estabilidade operacional.
Projetar sob medida permite casar:
- tipo de aquecimento/resfriamento com rampas reais
- posicionamento de sensores com o que você precisa controlar
- condições de pressão/vácuo com o seu processo (e não com o “padrão”)
3) Limpeza mais rápida por design (não por promessa)
Quando o assunto é disponibilidade, muita planta fabril descobre tarde que limpeza é parte do processo, não uma atividade de apoio à produção.
Acabamento superficial de alta qualidade (baixa rugosidade) é um fator que impede acúmulo de resíduos e facilita a limpeza. E esse é um ganho que nasce do projeto.
Na prática, isso pode significar:
- menor tempo de troca entre produtos
- menor risco de contaminação cruzada
- maior previsibilidade para validação/rotina
4) Previsibilidade antes de fabricar: simulação e engenharia
Uma diferença relevante do processo sob medida bem feito é não depender de padrão tentativa e erro no comissionamento.
É preciso tecnologia para simular o desempenho de agitadores e reatores antes da fabricação, buscando máxima performance já no projeto.
Uma das ferramentas para simular desempenho e dar previsibilidade com qualidade e durabilidade é o CFD (fluido-dinâmica computacional).
5) Compliance e rastreabilidade como entrega
Em setores auditáveis, documentação não é burocracia. Integra um sistema real de proteção do negócio.
A Kroma segue normas técnicas reconhecidas internacionalmente (como ASME e GMP) e requisitos da Anvisa, com documentação das etapas em um Data Book como prova de conformidade em auditorias.
Esse Data Book inclui itens como memorial de cálculo e relatórios de solda, com rastreabilidade desde inspeção de fornecedores até certificação de matéria-prima.
“MAS O SERIADO É MAIS BARATO”: O PONTO CEGO É O CUSTO DE ADAPTAÇÃO
O erro comum em compras nas empresas é olhar só o CAPEX — especialmente quando o cronograma pressiona. Só que a conta que decide o projeto, na prática, aparece em:
- energia e utilidades (quando o equipamento trabalha fora do ponto ideal)
- tempo de troca/limpeza (quando a planta precisa rodar lotes menores)
- perdas por variação e retrabalho
- risco de não conformidade e custo de investigação
- paradas não planejadas e manutenção “apagando incêndio”
“É por isso que, na visão da Kroma, personalização é associada a ganhos diretos como eficiência, produtividade, segurança e redução de custos a longo prazo, justamente por reduzir desperdício, paradas e intervenção humana no processo. Engenharia sob medida entrega sustentabilidade operacional, ou seja, desempenho consistente, previsibilidade, segurança e menos custo escondido ao longo do ciclo de vida”, garante o Diretor Financeiro da Kroma, Cleber Gonçalves.

Como a escolha do reator industrial impacta segurança, automação e conformidade regulatória
Em linhas gerais, um reator é o vaso onde matérias-primas são transformadas sob controle de pressão, temperatura e agitação. Esses três pilares não são detalhe técnico; eles definem o mapa de riscos, o tipo de automação que faz sentido e o quanto você consegue “provar” em uma auditoria.
Se o reator não for especificado com segurança, automação e conformidade em mente, o preço aparece no comissionamento e permanece no OPEX.
Imagine duas fábricas com o mesmo objetivo: sair do projeto e colocar um produto no mercado. A primeira escolhe o reator olhando para capacidade e prazo. O equipamento chega certo no papel, mas, na prática, faltam pontos de medição nos lugares certos, a drenagem não ajuda na limpeza, e a automação vira um encaixe tardio tentando compensar limitações físicas. A linha até roda, só que “no braço”: ajustes manuais, variação entre turnos, tempo de troca maior do que o planejado e uma coleção de pequenas adaptações que, somadas, viram paradas, retrabalho e dor quando alguém pede evidências de controle e segurança.
Na segunda fábrica, a decisão começa diferente. Antes de pedir proposta, a equipe define o envelope operacional e os cenários críticos (pressão, temperatura, reação, utilidades), mapeia riscos que podem exigir requisitos específicos (por exemplo, integridade, áreas classificadas, higiene) e decide quais evidências precisam existir desde o primeiro dia (testes, registros e rastreabilidade). O resultado é um reator com interfaces pensadas para operar e comprovar: instrumentação prevista, automação desenhada junto (alarmes, intertravamentos, receitas quando fizer sentido) e documentação organizada como entregável do projeto.
A diferença entre as duas escolhas não aparece só no start do processo produtivo. Aparece no mês 2, no mês 6 e no ano seguinte. Quando o equipamento é especificado para reduzir improviso, a operação ganha previsibilidade: menos dependência de heróis que resolvem problemas de última hora, mais repetibilidade de lote, manutenção mais planejável e auditorias menos tensas.
QUANDO O REATOR MUDA, MUDAM AS MARGENS DE CONTROLE DA PLANTA
Muita gente escolhe reator como quem escolhe um tanque: olha volume, material e prazo — e só. Só que o reator é onde o processo ganha ritmo e limite. Trocar o tipo de reator muda a forma como o processo “dá sinais” e como a operação consegue reagir. Em um cenário, você controla com folga; no outro, você vive correndo atrás do desvio. É por isso que, na prática, a decisão do reator define o quanto a planta vai depender de ajuste manual, de experiência de operador e de contorno no comissionamento.
Um jeito simples de enxergar isso é pensar no que realmente precisa ficar sob controle no dia a dia. O reator é o ponto onde essas variáveis se encontram — e onde fica fácil (ou difícil) medir bem, atuar rápido e registrar o que aconteceu:
- Temperatura e troca térmica: quanto mais sensível for o produto, mais o projeto do reator precisa “ajudar” o controle térmico, sem atrasos e sem gradientes.
- Mistura e cisalhamento: agitação não é “ter motor”; é ter mistura que fecha em todo o volume útil, sem zonas mortas e sem destruir o produto quando ele é sensível.
- Pressão/vácuo e cenários anormais: o equipamento precisa suportar o que acontece quando uma utilidade falha ou quando algo sai do esperado — e isso muda exigências de integridade e de proteção.
- Limpeza e trocas: disponibilidade de linha, em muitos casos, é um problema de limpeza e setup. Se o reator dificulta drenagem, inspeção e repetibilidade, a planta paga essa conta todo dia.
Essa forma de pensar é coerente com a filosofia de projetos que buscam reduzir intervenção humana, minimizar desperdício e aumentar segurança, inclusive usando simulações para antecipar desempenho de agitadores e reatores antes da fabricação.
ANTES DE PEDIR COTAÇÃO: TRÊS DECISÕES QUE EVITAM TENTATIVA E ERRO
Em vez de partir do catálogo, vale partir de três definições que organizam o projeto e protegem o cronograma:
- Envelope operacional e cenários críticos: pressão/temperatura/vácuo, limites de processo e o que acontece quando uma utilidade falha (vapor, água gelada, ar comprimido). Se houver enquadramento, isso conversa direto com NR-13.
- Mapa de risco do ambiente e do processo: inflamáveis, poeira combustível, reação exotérmica, necessidade de contenção sanitária; isso define se há requisitos Ex (atmosfera explosiva) e que tipo de instalação e manutenção você terá que sustentar.
- Régua de evidências: o que precisa existir em termos de testes, rastreabilidade e dossiê técnico para auditorias e para a vida útil do ativo.
Essas três decisões podem até parecer burocracia quando vistas de longe. Na fábrica, elas funcionam como proteção contra retrabalho.
CONFORMIDADE NO BRASIL: NR-13, EX E BPF ENTRAM NA ESPECIFICAÇÃO
NR-13 não é um detalhe administrativo: ela estabelece requisitos mínimos para gestão da integridade estrutural de caldeiras, vasos de pressão, tubulações e tanques metálicos. Isso influencia o que pode ser alterado, como se documenta e como se mantém.
Ex (áreas classificadas) entra quando existe risco de atmosfera explosiva. O Inmetro aponta a Portaria nº 115/2022 para certificação compulsória de equipamentos elétricos para atmosferas explosivas e indica que seu anexo menciona normas técnicas, incluindo a ABNT NBR IEC 60079-14 (projeto, seleção e montagem de instalações elétricas). Na prática, isso altera seleção de instrumentos, motores, painéis e, principalmente, a forma de instalar, inspecionar e manter.
BPF (Anvisa): a RDC 301/2019 adota diretrizes gerais de Boas Práticas de Fabricação de Medicamentos, e isso se traduz em requisitos concretos para equipamento: limpeza, prevenção de contaminação cruzada, inspeção, registros e capacidade de manter o processo sob controle de forma consistente.
AUTOMAÇÃO E DADOS: REATOR QUE “NASCE CEGO” VIRA OPERAÇÃO NO ESCURO
Automação significa garantir que variáveis críticas fiquem dentro de limites com alarmes, intertravamentos e registros que sustentem operação e auditoria. E aqui o reator manda muito: sensor mal posicionado vira dado ruim; dado ruim vira controle ruim; controle ruim vira variabilidade.
É por isso que, em projetos com maturidade de engenharia, é comum tratar desempenho e controlabilidade como algo que se valida antes da fabricação. Por exemplo, avaliando o comportamento de agitação e reator para garantir performance desde o desenho, reduzindo intervenção humana e desperdício na rotina.
E, quando o projeto exige camada independente de proteção, SIS (Safety Instrumented System) entra como disciplina própria, com requisitos definidos por normas como a IEC 61511. (Referência normativa: IEC 61511-1).
O QUE AVALIAR NA PROPOSTA: ONDE AS PEGADINHAS COSTUMAM MORAR
Os pontos que mais evitam surpresas são:
- Interfaces físicas já resolvidas: bocais suficientes, drenagens e acessos de manutenção/inspeção pensados para rotina (porque mudar isso em campo costuma ser caro e lento).
- Pacote de instrumentação coerente com o processo: o que medir, onde medir e como calibrar/validar o dado na prática (não só no P&ID).
- Estratégia de controle testável: malhas, alarmes e intertravamentos que consigam ser testados em FAT/SAT (e não “descobertos” na partida).
- Higiene/limpeza: drenabilidade, pontos mortos, facilidade de inspeçIP/SIP com registros.
- Requisitos Ex e NR-13 amarrados ao cronograma: nunca deixe esses pontos para “regularizar depois”.
- Documentação como entrega de engenharia: rastreabilidade de materiais e processos, memoriais e relatórios (um dossiê técnico que sustenta auditoria e vida útil).
E, se a planta vai conectar dados de automação com sistemas corporativos, vale lembrar que cibersegurança não é só TI: a série ISA/IEC 62443 define requisitos e processos para implementar e manter sistemas de automação industrial de forma eletronicamente segura, justamente para reduzir risco de indisponibilidade e incidentes.
“Escolher um reator industrial é decidir sobre a tranquilidade operacional e jurídica da sua planta fabril para os próximos 20 anos. Na Kroma, defendemos que a personalização está na base da inovação. Nos destacamos no mercado justamente por entregar não apenas uma máquina, mas uma solução de engenharia integrada que protege seu capital, sua equipe e sua marca. Trata-se de entender a dor do cliente e traduzir essa dor em um equipamento que resolve o problema de forma única”, explica Cleber Gonçalves, Diretor industrial/Financeiro da Kroma.

Automação industrial integrada: por que ela deve nascer junto com o projeto mecânico
Existe uma diferença abissal entre um equipamento automatizado e um equipamento inteligente. O primeiro apenas executa tarefas repetitivas. O segundo entende o processo, previne falhas e gera dados para a tomada de decisão. No mercado industrial de alta performance, a busca pela automação integrada abandonou o status de modernidade para se tornar uma necessidade para viabilidade econômica.
RESUMO PRÁTICO
- Automatizado faz o básico: liga, desliga, mantém um setpoint, repete uma sequência.
- Sistema inteligente faz algo mais valioso: entende o processo, antecipa falhas, entrega dados confiáveis para decisão e reduz a dependência de “mão boa” do operador.
O problema é que muitas empresas ainda cometem o erro estratégico de adquirir um equipamento mecânico robusto e, posteriormente, contratar uma terceira empresa para "fazer a automação". O resultado? Um sistema fragmentado, com sensores mal posicionados e uma eficiência muito aquém do potencial real.
Automação integrada é outra história. Ela parte de uma premissa simples:
Se a automação precisa de dados e atuação para controlar o processo, então ela deve nascer junto com o projeto mecânico.
DNA DIGITAL: QUANDO SOFTWARE E METAL SÃO DESENHADOS NO MESMO RACIOCÍNIO
Uma automação confiável não começa no CLP/PLC (Controlador Lógico Programável). Ela começa no CAD/3D (Computer-Aided Design, o modelo tridimensional do equipamento), na engenharia de processo e na lista de instrumentos.
Quando automação e mecânica são pensadas juntas, a indústria ganha algo difícil de readequar após a instalação: coerência física dos dados.
Isso aparece em decisões como:
- pontos de medição representativos (temperatura, pressão, nível, vazão)
- bocais e suportes previstos para instrumento, calibração e manutenção
- evitar zonas de sombra (regiões de leitura influenciadas por turbulência, espuma, gradiente térmico)
- roteamento de cabos, eletrocalhas e painéis planejados para a rotina (e não improvisados)
Para exemplificar, vamos imaginar o caso hipotético. Vamos chama nossa empresa fictícia de “Química X”. Ela instala um reator e decide automatizar depois. O histórico do supervisório mostra temperatura estável, mas o produto varia. Meses depois, descobrem que o sensor estava numa região com gradiente térmico e não representava a massa total. O controle não estava controlando o processo. Na verdade, estava controlando um “bolso” de temperatura.
Quando automação nasce junto com a mecânica, esse tipo de erro tende a ser evitado no papel, ainda no projetos e testes, não na produção.
BATCH, RECEITAS E FASES: POR QUE O CONTROLE (ISA-88) EXIGE UMA MECÂNICA “CONTROLÁVEL”
Em bateladas, automação madura não se restringe ao PID. Embora esse controlador seja muito comum no ajuste de uma variável (ex.: temperatura, pressão, vazão), raramente resolve tudo sozinho porque há sequência, receita, fases, permissivos, alarmes, intertravamentos.
A ISA-88 é referência internacional justamente por trazer estrutura e consistência para controle de processos em batelada, do desenho do sistema ao gerenciamento de receitas.
Contudo, aqui está o detalhe que pouca gente comenta: a ISA-88 pressupõe que o equipamento foi concebido para executar as fases. Caso contrário, a receita vira um texto bonito tentando governar um hardware que não responde.
Quando automação nasce junto com a mecânica, é possível para projetar o conjunto para ser “receitável”:
- válvulas e linhas dimensionadas para enchimento/drenagem no tempo certo
- drenagem pensada para “fim de linha” real (e não “quase vazio”)
- instrumentação posicionada para confirmar estados (cheio, vazio, pronto, seguro)
- mistura e troca térmica capazes de acompanhar as rampas do processo
DINÂMICA DE FLUIDOS, TORQUE E ENERGIA: O QUE DÁ ERRADO QUANDO O VFD ENTRA “DEPOIS"
Em misturadores e reatores, automação não é só “setar RPM”. É lidar com mudanças de carga, viscosidade, temperatura e fases do processo.
Se você dimensiona o agitador sem considerar a estratégia de controle e o inversor (VFD) como parte do sistema, aparecem dois riscos típicos:
- consumo energético desnecessário, porque o conjunto trabalha fora do ponto
- stress mecânico, porque o controle exige respostas que o hardware não tolera (ou vice-versa)
Automação integrada permite casar:
- faixa de operação real (não só nominal)
- estratégia de rampas e regimes
- limites seguros (torque, temperatura, pressão)
- lógica de proteção coerente com a inércia mecânica
O CUSTO DO “RETROFIT PRECOCE”: VOCÊ PAGA DUAS VEZES PELA MESMA DECISÃO
Automatizar depois costuma ser mais caro — não porque automação é cara, mas porque adaptar metal é caro.
Os custos ocultos aparecem destaforma:
- furos adicionais, bocais, suportes e reforços
- parada de produção para reforma
- revalidação de procedimentos (especialmente limpeza e segurança)
- retrabalho de elétrica, instrumentação e documentação
Aqui vale mais um exemplo hipotético. A “Químca X” compra um vaso padrão e decide automatizar seis meses depois por exigência de segurança. Ao instalar válvula de controle pneumática, descobre que o bocal existente não suporta o fluxo necessário. A solução vira reforma estrutural + parada + retrabalho — exatamente o tipo de custo que teria sido previsível se a automação tivesse nascido no projeto.
SEGURANÇA POR PROJETO: NR-12 NÃO COMBINA COM O JEITINHO DO TIPO: “A GENTE VÊ NO FINAL”
Quando falamos de segurança, tudo precisa ser encarado com a máxima responsabilidade. A NR-12 estabelece requisitos mínimos para prevenção de acidentes nas fases de projeto e de utilização de máquinas e equipamentos.
Isso muda completamente a conversa, porque intertravamentos e paradas de emergência não podem ser “colados” depois sem avaliar:
- inércia do conjunto e tempos de parada
- estados seguros e permissivos
- sensores de segurança e arquitetura do comando
- acessos, proteções, ergonomia e rotina real de operação
Automação integrada torna segurança nativa, ou seja, em vez de “adaptar o sistema para cumprir”, se projeta para operar com segurança.
IT/OT E INTEROPERABILIDADE: SEM ISA-95, VOCÊ CRIA ILHAS (E PLANILHAS)
A ISA-95 (IEC 62264) é uma referência para integrar sistemas corporativos com sistemas de controle de manufatura, organizando camadas e interfaces de comunicação.
Quando o equipamento chega “fechado” e a empresa tenta conectar depois, o resultado típico é:
- duplicidade de dados
- apontamentos manuais
- inconsistência de tags e relatórios
- dependência de planilhas para fechar lote, perdas e paradas
Quando automação nasce junto com a mecânica, a empresa consegue definir antes:
- quais dados são críticos (e onde medi-los)
- como esses dados serão nomeados e consumidos
- quais integrações são necessárias agora e quais são “esperas” para o futuro
CIBERSEGURANÇA INDUSTRIAL É CRITÉRIO DE ARQUITETURA
Parar uma linha custa caro. E um incidente relacionado à sistemas inteligentes pode comprometer segurança e qualidade do produto.
O NIST SP 800-82 é um guia clássico de segurança para ICS (embora a Rev. 2 tenha sido retirada e substituída por revisão mais recente), descrevendo ameaças, vulnerabilidades e contramedidas recomendadas para ambientes industriais.
E a ISA/IEC 62443 define requisitos e processos para implementar e manter segurança eletrônica em sistemas de automação e controle industrial, com abordagem holística entre OT, IT e segurança de processo.
O que isso tem a ver com mecânica? Mais do que parece:
- localização e proteção física de painéis
- segmentação de redes e pontos de acesso
- desenho de manutenção remota com controle e rastreabilidade
- seleção de dispositivos e topologia que não “nasce vulnerável”
MANUTENÇÃO PREDITIVA: A INDÚSTRIA 4.0 COMEÇA NO PONTO DE MEDIÇÃO
Muita planta fabril quer manutenção preditiva, mas poucas têm o básico: dados concretos, no lugar certo, com contexto de operação.
Quando automação nasce junto do projeto mecânico, você consegue prever:
- medição de vibração/temperatura onde faz sentido (mancais, selos, motores)
- contadores de ciclos e horas por regime real (não só “hora ligada”)
- alarmes de condição, não apenas alarmes de processo
- dashboards que ajudam manutenção a agir antes da falha
START-UP E COMISSIONAMENTO: O DIA DO “ON” NÃO DEVERIA SER O COMEÇO DO IMPROVISO
Um dos ganhos considerados entre os mais invisíveis da automação integrada é reduzir a rampa de produção.
Quando mecânica e automação são validadas juntas, a empresa tende a ter:
- testes mais objetivos (critérios claros de aceitação)
- sequências de receita testadas com o hardware real
- alarmes e intertravamentos coerentes com a operação
- menos ajuste de campo “no escuro”
“Na Kroma, defendemos que a automação não é um acessório, mas o sistema nervoso do equipamento. E, para um corpo performar com precisão, o sistema nervoso deve nascer com ele. Integração nativa é a melhor forma de garantir eficiência, segurança e conformidade”, complementa o Diretor Financeiro Cleber Gonçalves.

Aço inox: entenda quando optar por ligas especiais em equipamentos industriais
Quem nunca ouviu frases do tipo: “inox é inox” ou “inox é tudo igual”? Além de não serem afirmações verdadeiras, no chão de fábrica, adotar esse tipo de pensamento costuma custar caro.
O aço inoxidável é uma família enorme de ligas. Algumas são excelentes para ambientes moderados e processos estáveis. Outras existem justamente para cenários em que corrosão, temperatura e agentes de limpeza viram parte do dia a dia. Quando o equipamento industrial é um ativo crítico do processo (reatores, tanques, misturadores, entre outros), escolher a liga errada não terá como consequência apenas uma “manchinha” na superfície. O risco é de parada não programada, retrabalho, dor de cabeça em auditoria e, no limite, contaminação e comprometimento total do produto.
Para encontrar a liga ideal para cada equipamento, é necessário método e procedimentos para entender o ambiente real de operação. É exatamente por isso que a Kroma trabalha com engenharia consultiva. A decisão sobre o material é uma parte do projeto que precisa “conversar” com o processo, com a rotina de limpeza, com a instrumentação, com a segurança e com a documentação.
O QUE SÃO “LIGAS ESPECIAIS” DE AÇO INOX, NA PRÁTICA?
Uma liga especial é um aço inoxidável com composição química e propriedades ajustadas para aguentar condições mais severas do que o inox considerado mais comum (como 304 e 316/316L).
Em termos simples, significa dizer que é o mesmo tipo de material (inox), mas com mais elementos de liga na receita — como molibdênio (Mo), níquel (Ni), nitrogênio (N) e mais cromo (Cr) — para melhorar o desempenho em situações específicas.
Essencialmente, é um material escolhido para resistir melhor ao ambiente de trabalho em condições mais severas, podendo aumentar a vida útil do equipamento e reduzir manutenção e paradas.
Exemplos comuns no mercado incluem duplex (como 2205) e austeníticos alto-liga (ex.: 904L) e superausteníticos do tipo 6Mo (EX: 254 SMo/AL-6XN), usados quando a conta de risco do processo pede um degrau acima.
POR QUE O INOX FUNCIONA E QUANDO ELE FALHA
O aço inox é resistente à corrosão porque forma uma camada passiva, extremamente fina, que se “auto-regenera” em presença de oxigênio. Essa película funciona como uma armadura invisível. Contudo, essa proteção tem limites. Dependendo da química, do teor de cloretos, da temperatura, do pH, do tipo de ataque (pites, frestas, corrosão sob tensão), a camada passiva pode perder eficiência — especialmente em regiões ocluídas (frestas/depósitos), onde há depleção de oxigênio e a repassivação fica prejudicada.
Para necessidades específicas, a ideia de liga especial se mostra a solução lógica e assertiva. Em muitos processos, pode ser uma forma objetiva de reduzir riscos e aumentar previsibilidade.
Se você está avaliando material para um equipamento industrial e percebe um ou mais pontos abaixo, vale acender o alerta e considerar ligas acima do inox padrão:
- Cloretos + temperatura elevada: combinação clássica para acelerar corrosão localizada e aumentar risco de trincas por corrosão sob tensão (SCC), especialmente em austeníticos comuns.
- Limpeza agressiva (CIP) e sanitização frequente: quando a rotina usa químicos fortes, altas temperaturas e tempo de contato elevado, o material precisa aguentar a operação e a limpeza.
- Água de resfriamento difícil (torre, poço, alta salinidade): o que parece só utilidade pode ser a origem do problema (pites em jaquetas, serpentinas, bocais).
- Presença de frestas e zonas de retenção: juntas mal desenhadas, apoios, soldas com geometria ruim e pontos sem drenagem favorecem corrosão por fresta. Em alguns casos, o projeto resolve; em outros, a liga precisa subir.
- Ambientes com ácidos específicos (ou mistura de agentes): certos ácidos e combinações (mais temperatura, mais cloretos) pedem ligas com molibdênio e/ou níquel mais altos.
- Paradas recorrentes “sempre no mesmo lugar”: o mesmo bocal, a mesma solda, a mesma região. Isso quase nunca é azar. Pode ser seleção de material fora do envelope real, acabamento inadequado ou pós-solda sem controle.
Um detalhe importante: “optar por liga especial” não é só escolher um nome mais caro. É entender o mecanismo de corrosão que está em jogo e atacar a causa.

O MAPA DAS LIGAS: O QUE MUDA QUANDO VOCÊ SOBE O NÍVEL DO INOX
Sem ter a pretensão de transformar este artigo em uma aula de metalurgia, dá para olhar as famílias de inox como degraus de capacidade. Cada uma resolve dores específicas.
Austeníticos comuns (ex.: 304/316/316L)
São os mais usados na indústria por soldabilidade, higiene e bom desempenho geral. Em muitos processos, resolvem bem. Mas podem ficar vulneráveis em ambientes com cloretos e temperatura mais alta, especialmente quando existe tensão (residual de solda, montagem, carregamento) e pontos de fresta.
Duplex (ex.: “lean duplex” e 2205, até superduplex em ambientes mais severos)
Duplex é uma microestrutura “meio a meio” (ferrítica-austenítica) que combina alta resistência mecânica com boa resistência à corrosão e, em muitos casos, maior resistência a SCC por cloretos. Na prática, pode ser uma opção forte quando a planta sofre com cloretos, água de resfriamento difícil, ambientes marinhos e alguns cenários de química/papel e celulose, sem cair imediatamente em ligas super austeníticas.
Superausteníticos e ligas com alto Mo/Ni (ex.: 904L, 6Mo e similares)
Quando o desafio é cloreto mais agressivo, combinação de agentes ou necessidade de elevar muito a resistência à corrosão localizada, entram as ligas com mais molibdênio e níquel. Elas são usadas quando a conta de risco de pites/frestas e SCC começa a pesar no ciclo de vida.
Ferríticos avançados e outras famílias específicas
Em algumas condições, ferríticos com liga adequada podem entregar boa resistência à SCC em alguns cenários, mas com limitações de conformação/soldagem e aplicação.
Endurecíveis por precipitação (PH) e materiais especiais de alta resistência
Quando o foco é resistência mecânica e peças mecânicas/componentes (eixos, acoplamentos, partes de maior esforço), alguns PH entram no jogo. Eles não são “substitutos universais” para corrosão severa, mas resolvem demandas bem específicas.
Dois lembretes que evitam erro de projeto:
- a liga certa não compensa projeto ruim (fresta, retenção, drenagem),
- acabamento, solda e pós-solda fazem parte da “liga real” em serviço.
PREN E SCC: DOIS CONCEITOS QUE AJUDAM A DECIDIR SEM CAIR NO ACHISMO
Quando se fala em corrosão por cloretos, duas ideias aparecem com frequência.
PREN (Pitting Resistance Equivalent Number) é um índice que estima resistência a pites com base na composição química (principalmente cromo, molibdênio e nitrogênio). Não é uma garantia de vida útil, mas ajuda a comparar “famílias” de inox quando o risco principal é pitting.
SCC (Stress Corrosion Cracking) é a trinca por corrosão sob tensão: precisa de três coisas ao mesmo tempo — um ambiente agressivo (com cloretos, por exemplo), um material suscetível e tensão (aplicada ou residual). É um mecanismo que pega muita gente de surpresa porque pode acontecer mesmo quando a perda de espessura não parece dramática.
O que isso significa para quem decide? Que, se o seu ambiente combina cloretos + temperatura + tensão, às vezes o salto de liga é uma medida de prevenção altamente necessária.
KROMA TRABALHA COM ENGENHARIA CONSULTIVA E O MATERIAL CERTO PARA CADA PROJETO
“Na Kroma, nosso trabalho de engenharia projeta soluções integradas, com simulação de desempenho antes da fabricação e rastreabilidade via Data Book. Isso é especialmente relevante quando o assunto é liga especial — porque o custo do material aumenta, e o que garante retorno é acertar a especificação e documentar a execução”, garante Cleber Gonçalves, Diretor industrial/Financeiro da Kroma.
O diretor explica que escolher ligas especiais com segurança depende de três pilares: entender o ambiente real (produto, utilidades, limpeza e condições de operação); projetar para reduzir risco (drenabilidade, eliminação de frestas, escolha de acabamento e estratégia de solda); fabricar e documentar com controle (certificação de matéria-prima, rastreabilidade, registros de solda e evidências para auditoria).
“Quando falamos em engenharia consultiva, estamos falando de transformar variáveis do processo em decisões de projeto. A liga especial vira consequência de um diagnóstico, não uma escolha padronizada ou, pior ainda, um simples palpite. Na Kroma, entendemos o processo, simulamos quando aplicável, especificamos com coerência e entregamos eficiência na produção com rastreabilidade, para que o equipamento seja, de fato, um ativo durável e lucrativo para a empresa”, completa Cleber Gonçalves.

Engenharia de precisão: como a Kroma desenvolve soluções industriais sob medida
Engenharia de precisão na indústria vai muito além do “fazer bem-feito”. Engenharia de precisão na indústria é transformar um requisito de processo em um equipamento que opera com eficiência, previsibilidade, segurança e rastreabilidade, sem virar um ponto crônico de ajustes na planta. E isso fica ainda mais crítico quando falamos de equipamentos especiais em aço inox, usados em setores nos quais a tolerância à variação é mínima e o custo de parada é alto.
Na prática, muita dor em projetos industriais nasce de um erro comum, que é comprar um equipamento como se fosse um item de catálogo, quando o que a operação precisa é uma solução que se encaixe sob medida no comportamento real do produto, nas rotinas de limpeza, nas interfaces com automação e nos requisitos de auditoria. Optar por desenvolver um projeto personalizado é uma estratégia que prioriza qualidade e produtividade ao mesmo tempo que minimiza riscos.
A Kroma se posiciona de forma incisiva nesse aspecto. A empresa desenvolve equipamentos especiais com visão consultiva de ponta a ponta. Fundada em 1998 e instalada em Botucatu, a Kroma sustenta que engenharia de alta qualidade, tecnologia proprietária, ferramentaria de ponta e escolha das ligas certas de metal são uma etapa fundamental, mas que o pós-venda e o suporte também são parte importantíssima do projeto.
O PROBLEMA DAS SOLUÇÕES GENÉRICAS: ELAS FUNCIONAM… ATÉ O PROCESSO COBRAR A CONTA
Quando um tanque, reator ou agitador é escolhido com premissas imcompletas, a planta costuma “pagar a conta” de três formas: mais intervenção humana, mais desperdício e mais risco. E isso não porque o aço inox falhou, mas porque o projeto não foi desenhado de forma adequada para aquela realidade.
Os sintomas são bem conhecidos por quem vive operação e manutenção:
- O equipamento exige ajustes recorrentes (sempre nos mesmos pontos);
- O CIP demora mais do que deveria ou precisa de “gambiarras” para limpar;
- A mistura não entrega homogeneidade consistente ao longo da batelada;
- O controle térmico oscila e afeta qualidade, rendimento ou tempo de ciclo;
- A documentação chega incompleta e a auditoria vira maratona.
Esse cenário fica ainda mais sensível no Brasil, onde normas e exigências de integridade estrutural e segurança ocupacional podem se aplicar a vasos e tanques metálicos de armazenamento, como acontece na NR-13. Ou seja, dependendo do enquadramento, não basta ter um tanque. É preciso garantir requisitos de gestão de integridade, inspeção, operação e manutenção (e vale lembrar: nem todo tanque “cai” NA NR-13; há critérios específicos para tanques metálicos, como diâmetro, capacidade e classe do fluido).
O DIFERENCIAL DA KROMA COMEÇA ONDE QUASE NINGUÉM QUER GASTAR TEMPO: NO DIAGNÓSTICO
A lógica de engenharia consultiva que a Kroma defende parte de uma premissa simples: antes de desenhar, é preciso entender. E entender de verdade significa mergulhar no processo, não apenas coletar capacidade, diâmetro e lista de bocais, por exemplo.
“Nosso modelo de trabalho reduz a intervenção humana, minimiza o desperdício e torna o trabalho mais seguro, sempre apoiado por uma equipe de engenharia qualificada e inovadora. Isso muda o tom do projeto desde o início. Em vez de partir de uma solução padrão e adaptativa, o caminho costuma ser o inverso. Partimos do produto, do regime de operação e do risco para, então, definir geometria, materiais, acabamento, instrumentação e estratégia de limpeza”, atesta Fernando dos Santos Barbosa, Diretor Comercial da Kroma
Na prática, um bom diagnóstico tende a cobrir:
- Comportamento do produto (viscosidade, sensibilidade, risco de contaminação);
- Envelope de operação (temperatura, pressão/vácuo, ciclos e transientes);
- Rotina de limpeza e sanitização (CIP/SIP quando aplicável);
- Interfaces com automação, manutenção e layout;
- Exigências regulatórias e de auditoria do setor.
De acordo com os processos desenvolvidos pela Kroma, reatores, tanques e sistemas devem ser desenhados para o produto real e para a rotina de limpeza, incluindo CIP (Cleaning in Place) e SIP (Sterilization in Place).
ENGENHARIA DE PRECISÃO, NA KROMA, É MÉTODO: DA SIMULAÇÃO AO DATA BOOK
Quando o assunto é desempenho de mistura e agitação, existe um divisor de águas entre “escolher um agitador” e “projetar uma dinâmica de mistura para o seu processo”. A Kroma usa tecnologia de ponta para simular o desempenho de agitadores e reatores antes da fabricação, com foco em máxima performance ainda na fase de engenharia.
Esse ponto é decisivo porque antecipa problemas que, de outra forma, só apareceriam quando o equipamento já estivesse instalado: gradientes, zonas mortas, mistura incompleta, energia mal aplicada, tempos de ciclo acima do previsto. Quando o projeto é validado antes, a operação tende a ganhar previsibilidade.
Ao mesmo tempo, a Kroma trata conformidade e rastreabilidade como parte do pacote. O Data Book é um pilar. Desde inspeção de fornecedores e certificação de matéria-prima até registros como memorial de cálculo e relatórios de solda, tem como objetivo atender auditorias rigorosas, incluindo Anvisa e MAPA quando exigido.
E aqui vale uma observação técnica importante: se o equipamento operar em regime de pressão relevante, há referências internacionais consolidadas para construção de vasos, como a ASME BPVC Seção VIII (Divisão 1), que define requisitos de projeto, fabricação, inspeção e testes para vasos de pressão em condições acima de 15 psig.
Confira seis passos no fluxo de produção de um equipamento construído com engenharia consultiva:
- Diagnóstico do processo e requisitos: o que será produzido/armazenado, por quanto tempo, com quais riscos e restrições.
- Engenharia e especificação: geometria, materiais, acabamento, instrumentação, acessos, drenagem e interfaces.
- Validação por simulação quando aplicável: especialmente em agitação/mistura e desempenho de reatores.
- Fabricação com qualidade controlada: solda, acabamento, inspeções e testes alinhados ao projeto.
- Documentação e rastreabilidade (Data Book): evidências organizadas para o ciclo de vida e auditorias.
- Acompanhamento: suporte antes, durante e após a instalação, como parte da entrega consultiva.
QUANDO “SOB MEDIDA” DEIXA DE SER OPÇÃO E VIRA NECESSIDADE
Há situações em que o padrão adaptado costuma ser um atalho caro. Isso acontece quando o processo é sensível, o custo de desvio é alto ou o ambiente exige requisitos de segurança específicos.
Um exemplo típico é o caso de formulações sensíveis em que variação de temperatura e tipo de agitação podem degradar o produto e gerar perdas, exigindo sistema térmico e impelidores definidos para o objetivo do processo.
Faz sentido priorizar soluções sob medida quando:
- O produto tem alto valor agregado ou alto risco, e contaminação vira descarte e investigação;
- Há exigência de CIP/SIP e critérios sanitários, com foco em cleanability e acabamento;
- O processo demanda controle térmico rigoroso (jaqueta, serpentina, isolamento, etc.);
- Existe variação de produtos/receitas no mesmo equipamento, exigindo flexibilidade sem perder controle;
- Auditorias e rastreabilidade são parte do cotidiano (ou vão se tornar em breve);
- O ambiente envolve risco de atmosferas explosivas e requisitos de conformidade específicos quando há área classificada.
O QUE DIFERENCIA A KROMA: PREVISIBILIDADE E TRANQUILIDADE OPERACIONAL
“Para a Kroma, ser referência no mercado é consequência de um jeito de trabalhar centrado em necessidade real do cliente, engenharia aplicada e compromisso com resultado industrial. Não entregamos uma peça, entregamos soluções de processo produtivo”, comenta Fernando dos Santos Barbosa.
Quando o projeto foi bem especificado, validado e documentado, a operação tende a ficar mais previsível, ou seja, com menos intervenção improvisada, menos paradas inesperadas, menos tensão em auditoria e manutenção mais planejável. Com a engenharia consultiva Kroma, os ganhos diretos da personalização são claros em eficiência/produtividade, segurança/conformidade e redução de custos no longo prazo.

Tanques de armazenamento em aço inox: como garantir segurança e durabilidade
Na maioria das fábricas, o tanque de armazenamento exerce o papel de uma espécie de “cofre” do processo. Nele são guardados a matéria-prima, os intermediários e o produto final, mantendo o que não pode variar (qualidade, integridade e segurança) enquanto o restante da linha gira em ritmo acelerado. Por isso, quando falamos de aço inox, não estamos tratando de um material qualquer para equipamentos industriais. Estamos falando de confiabilidade, de controle de contaminação, de resistência à corrosão e de um ativo que precisa durar anos sem virar uma fonte silenciosa de risco.
Para os administradores interessados em assegurar os melhores resultados na fabricação, armazenamento e posterior distribuição de seus produtos, temos uma ótima notícia. Dá, sim, para projetar e operar tanques em aço inox com alto nível de segurança e durabilidade. Mas é preciso deixar claro que atingir o nível de excelência exige planejamento e ação. A diferença em projetos personalizados em equipamentos especiais costuma estar nos detalhes de engenharia, fabricação e documentação. Tudo isso pesa no resultado.
POR QUE O AÇO INOX É IDEAL PARA TANQUES DE ARMAZENAMENTO INDUSTRIAIS?
O aço inox é escolhido por uma combinação especial: suporta ambientes agressivos, permite limpeza eficiente e mantém estabilidade dimensional e estrutural quando bem especificado. Em armazenagem industrial, isso se traduz em menos paradas, menos intervenção e menor risco de “surpresas” no meio do turno.
Na prática, os principais motivos que fazem do aço inox a melhor escolha são:
- Resistência à corrosão (quando o grau e o acabamento são bem definidos): o inox forma uma camada passiva que protege a superfície, reduzindo ataques corrosivos em muitas aplicações.
- Higiene e facilidade de limpeza: superfícies lisas e bem acabadas dificultam acúmulo de resíduos e facilitam a sanitização, o que é decisivo em alimentos, farmacêutica, cosméticos e biotecnologia.
- Compatibilidade com diferentes processos: o material permite integrações como serpentina, jaqueta térmica, bocais de instrumentação e sistemas CIP/SIP (quando aplicável).
- Integridade do produto: em muitos casos, o inox é usado por ser mais “inerte” do que outras alternativas, ajudando a preservar características do conteúdo armazenado (desde que a compatibilidade química seja validada para o produto e para o CIP).
- Custo total de propriedade (TCO): o investimento inicial tende a se pagar quando a operação reduz manutenção corretiva, retrabalho e risco de contaminação.
ENTENDA COMO O AÇO INOX GARANTE SEGURANÇA NOS PROCESSOS INDUSTRIAIS
Quando abordamos o tema segurança em equipamentos industriais, devemos considerar um pacote: inclui segurança operacional (pessoas e instalação), segurança do produto (qualidade) e segurança regulatória (auditoria e rastreabilidade). Para tudo isso, o aço inox exerce um papel importante, mas não trabalha sozinho — depende de projeto, fabricação e controle de qualidade.
No Brasil, a gestão de integridade e as inspeções de tanques metálicos de armazenamento podem se enquadrar na NR-13, o que reforça a necessidade de projeto, documentação e rotinas formais de inspeção e manutenção.
Onde a segurança realmente ganha corpo:
- Projeto pensado para o uso real: pressão/vácuo, variação térmica, densidade do produto, dilatações e ciclos de operação entram no cálculo e no desenho do tanque.
- Acabamento e solda bem executados: solda mal finalizada e “heat tint” não tratado podem virar ponto de corrosão localizada com o tempo. Acabamento e tratamento de superfície são parte da segurança (incluindo limpeza/pickling e passivação quando aplicável).
- Drenabilidade e higiene de projeto: evitar pontos de retenção, “bolsões” e geometrias que acumulam resíduo é tão importante quanto escolher o inox certo.
- Instrumentação e controle: nível, pressão, temperatura, respiros/PVRV (quando aplicável), alarmes e intertravamentos reduzem risco operacional.
- Documentação para auditorias: setores regulados não compram só um tanque; compram rastreabilidade, evidências e conformidade.
FATORES QUE INFLUENCIAM NA DURABILIDADE DE TANQUES EM AÇO INOX
Para equipamentos industriais, pode-se considerar a seguinte “conta”: durabilidade é especificação + fabricação + operação. E esse raciocínio traz pontos de atenção. Um tanque pode ser inox e, ainda assim, envelhecer mal se o grau não for adequado, se a solda não for bem tratada ou se a rotina de limpeza atacar a camada passiva e o acabamento ao longo dos meses.
Conheça os fatores que mais contam para encurtar a vida útil de um tanque em inox (e como evitar que ocorram):
- Escolha do grau de inox sem olhar o ambiente: cloretos, produtos químicos agressivos, temperatura e pH mudam tudo. 304, 316/316L e famílias especiais existem por um motivo.
- Superfície e acabamento incompatíveis com o processo: rugosidade, polimento, eletropolimento (quando necessário) e passivação podem ser decisivos em aplicações críticas.
- Detalhes de projeto que criam corrosão por fresta: juntas, apoios, soldas com geometria inadequada e regiões sem drenagem favorecem ataque localizado.
- Soldagem e pós-solda sem controle: tratamento de “heat tint”, limpeza e passivação não são frescura; são proteção de longo prazo.
- Limpeza agressiva ou mal controlada: química, concentração, temperatura e tempo de contato no CIP podem acelerar desgaste se não forem bem definidos.
- Operação fora do envelope: pressão, vácuo, temperatura e ciclos acima do previsto geram fadiga e deformações.
- Manutenção “reativa”: quando inspeção e rotina de cuidados viram improviso, o tanque paga a conta.
Fique atento a uma espécie de mini-sinal de alerta e que pode ser bem comum: quando começam a aparecer “pontos recorrentes” de intervenção — sempre no mesmo bocal, na mesma solda, na mesma região de apoio — nunca é azar. É um alerta para a causa raiz do problema pedindo revisão de projeto ou de tratamento de superfície.
QUANDO INVESTIR EM TANQUES INDUSTRIAIS EM AÇO INOX PERSONALIZADOS
Um projeto de tanque de armazenamento parece simples até o dia em que ele precisa “conversar” com a planta fabril: automação, rastreabilidade, limpeza, segurança e logística de operação. A partir desse ponto, fica evidente o peso da personalização na estratégia para otimizar a produção.
A indústria tende a ganhar muito com um tanque sob medida quando:
- O produto tem alto valor (ou alto risco) e qualquer contaminação vira descarte, desvio e dor de cabeça.
- A planta exige CIP/SIP, validação e documentação robusta para auditorias.
- Existe variação de produto (mesmo tanque para diferentes formulações) e o processo precisa de flexibilidade sem perder controle.
- Há necessidade de controle térmico (jaqueta, serpentina, isolamento, agitação e mistura, etc.).
- O layout e a rotina de operação pedem bocais, acessos, instrumentação e drenagem desenhados para o “como se usa”, não para o “como seria ideal”.
- O armazenamento está em área com exigências de segurança e conformidade (inclusive integração com automação e normas aplicáveis).
“É por isso que a Kroma trabalha com uma lógica de engenharia consultiva e fabricação em aço inox, tratando normas e rastreabilidade como parte do produto. Nossa entrega parte de três compromissos claros: engenharia aplicada ao processo para entender o que será armazenado, por quanto tempo, sob quais condições e com quais riscos reais; fabricação em aço inox com qualidade controlada, porque durabilidade não é só material. É execução, acabamento e coerência de projeto; e rastreabilidade como parte do pacote, com Data Book, memorial de cálculo, relatórios e evidências que facilitam qualificação e auditorias, quando exigidos”, explica Cleber Gonçalves, Diretor industrial/Financeiro da Kroma.